Selecting the right slant-bed CNC lathe requires a comprehensive evaluation based on processing requirements and equipment performance. A specific analysis is as follows:
1. Clarifying Processing Requirements: Precision Positioning Equipment Type
A. Part Type and Precision
a) For machining complex rotating parts (such as threads, arcs, and tapers), prioritize models equipped with multi-station turrets or powered turrets. These offer enhanced process performance and enable multiple machining steps to be completed in a single setup.


b) For high-precision requirements (e.g., IT5 and above), focus on the machine’s repeatability (recommended ≤ 0.005mm) and spindle rotation accuracy (recommended ≤ 0.002mm).
B. Materials and Batch
a) When machining difficult-to-cut materials such as stainless steel and titanium alloys, select a machine with high spindle torque (e.g., ≥ 50 N·m) and high speed (e.g., ≥ 4000 rpm) to ensure cutting stability. b) For small and medium-volume production, a highly flexible CNC lathe with rapid changeovers is recommended; for large-scale production, emphasis should be placed on equipment reliability and automation (such as an automatic loading and unloading system).
2. Core Performance Parameters: Ensuring Efficiency and Stability
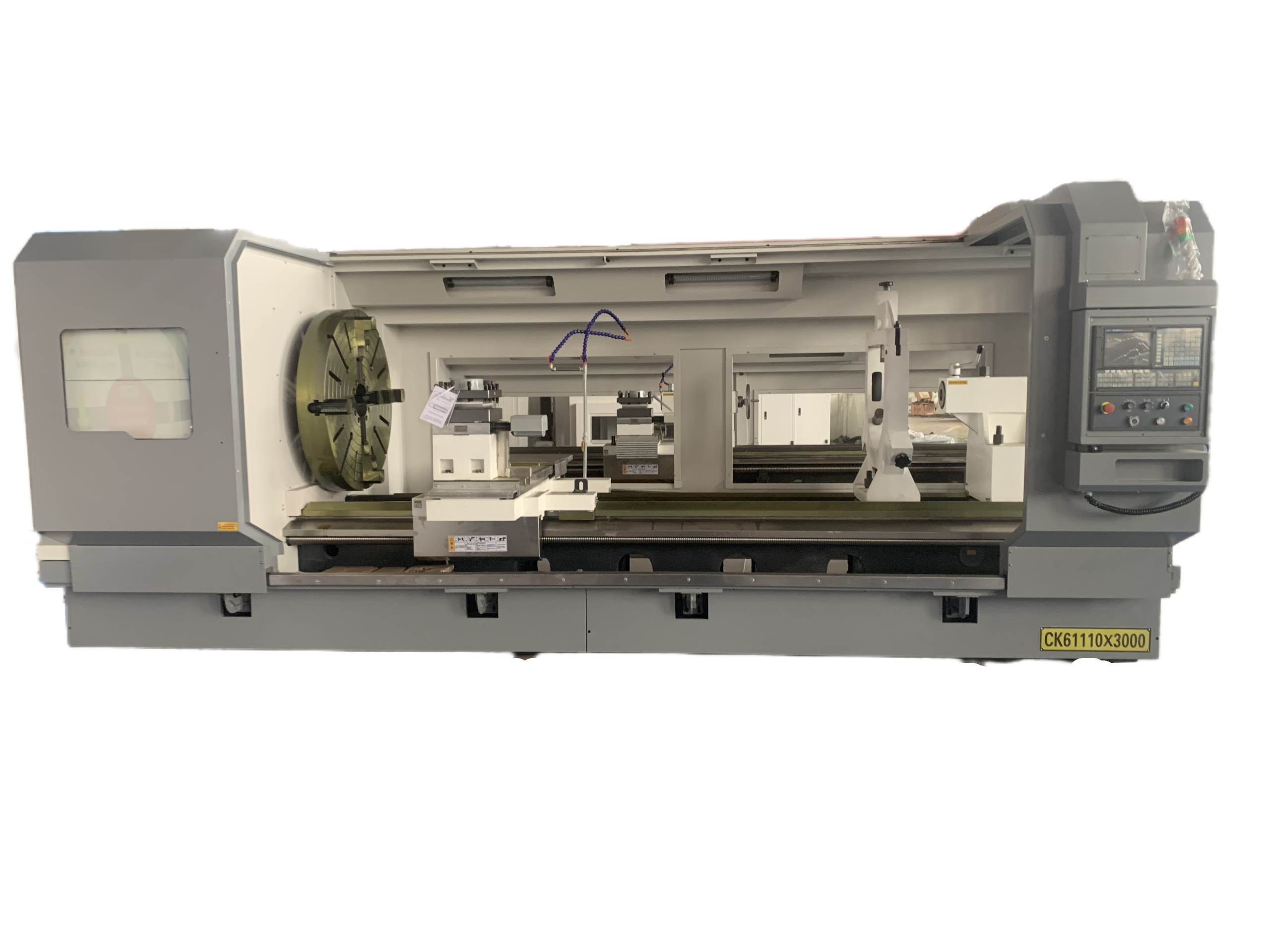
A. Bed Structure and Rigidity
a) A 45° or 60° slanted bed angle is recommended. This design allows for a longer X-axis carriage with the same guideway width, accommodating more tool stations (e.g., 8-12 stations). It also provides 30% greater torsional rigidity than a flat bed.
b) High-strength cast iron (e.g., HT300) is preferred for the bed, and aging treatment should be applied to eliminate internal stresses and prevent deformation from long-term use.
B. Spindle and Feed System
a) The spindle must possess high rigidity (e.g., a span support design) and high-speed capability (e.g., a maximum speed of ≥3500 rpm). Precision bearings (e.g., NSK P4-grade) at the front and rear ends should be used with preload to improve rotational accuracy and life. b) A ball screw + linear guide combination is recommended for the feed system, offering high transmission efficiency and excellent precision retention. A rapid traverse speed of 12 m/min or higher is recommended for the X/Z axes to minimize non-cutting time.
C. Turret and Chip Removal System
a) Hydraulic turrets offer high torsional rigidity and repeatability up to ±0.002 mm, making them suitable for multi-process machining. Powered turrets can perform complex operations such as milling and drilling, expanding the process range.
b) The chip removal system must include automatic chip removal (such as a chain-type chip conveyor) to prevent chip accumulation, which can cause thermal deformation of the guide rails and compromise machining accuracy.