When machining disc-type workpieces on a slant-bed CNC lathe, it’s important to consider the structural advantages and characteristics of disc-type parts. The machining process should be optimized through process design, clamping solutions, and key processes. The specific steps are as follows:
1. Process Design: Clarify the machining sequence and precision requirements.
A. Machining Sequence
a) Roughing before finishing: Rough machining is performed first to remove most stock, followed by finishing to ensure dimensional accuracy and surface roughness (e.g., Ra ≤ 1.6μm).
b) Internal machining before external machining: If the disc-type part has an internal hole, machine the internal hole first to establish a reference, then machine the external diameter and end faces.




c) Key Process Examples:
i. Rough turning the external diameter → Finish turning the external diameter → Rough turning the internal hole → Finish turning the internal hole → End face turning → Chamfering/radii → Cutting off (if separation is required). B. Precision Control
a) Unified Datum: When using the end face as the datum, the flatness requirement is ≤0.02mm; when using the inner hole as the datum, the coaxiality error must be ≤0.01mm with the end face auxiliary positioning.
b) Tool Compensation: Use the tool radius compensation function (G41/G42) to input the tool radius value and direction to correct the impact of the tool tip arc on the machining dimensions.
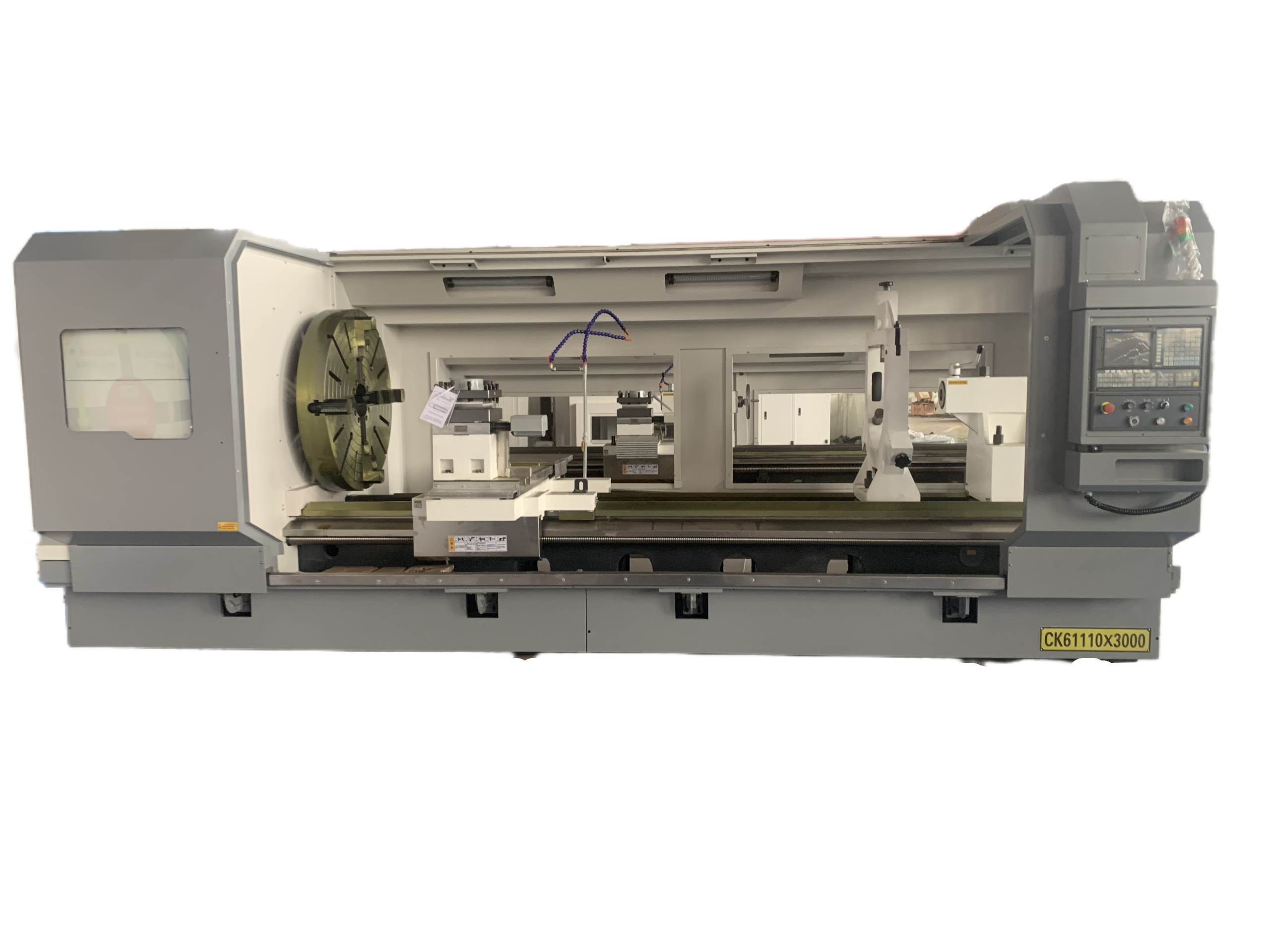
2. Clamping Solution: Select the appropriate fixture based on part size.
A. Small Disc Parts (Diameter ≤ 200mm)
a) Three-Jaw Self-Centering Chuck: Fast clamping, suitable for mass production.
b) Reverse Jaw Clamping: Increases the clamping diameter range, suitable for large end-face disc parts.
B. Medium-to-Large Disc Parts (Diameter > 200mm)
a) Four-Jaw Single-Action Chuck: Independently adjusts the jaw position to accommodate irregularly shaped or eccentric disc parts. b) Faceplate + Spindle: High-precision positioning, suitable for disc-like parts requiring controlled coaxiality (e.g., Morse taper No. 5 spindle, repeatability ≤ 0.005mm).
C. Special Clamping Requirements
a) Thin-walled disc-like parts: Use soft jaws or slotted sleeves to minimize clamping deformation.
b) Eccentric disc-like parts: Use scribes or a dial indicator to calibrate the eccentricity, maintaining an error within ±0.02mm.