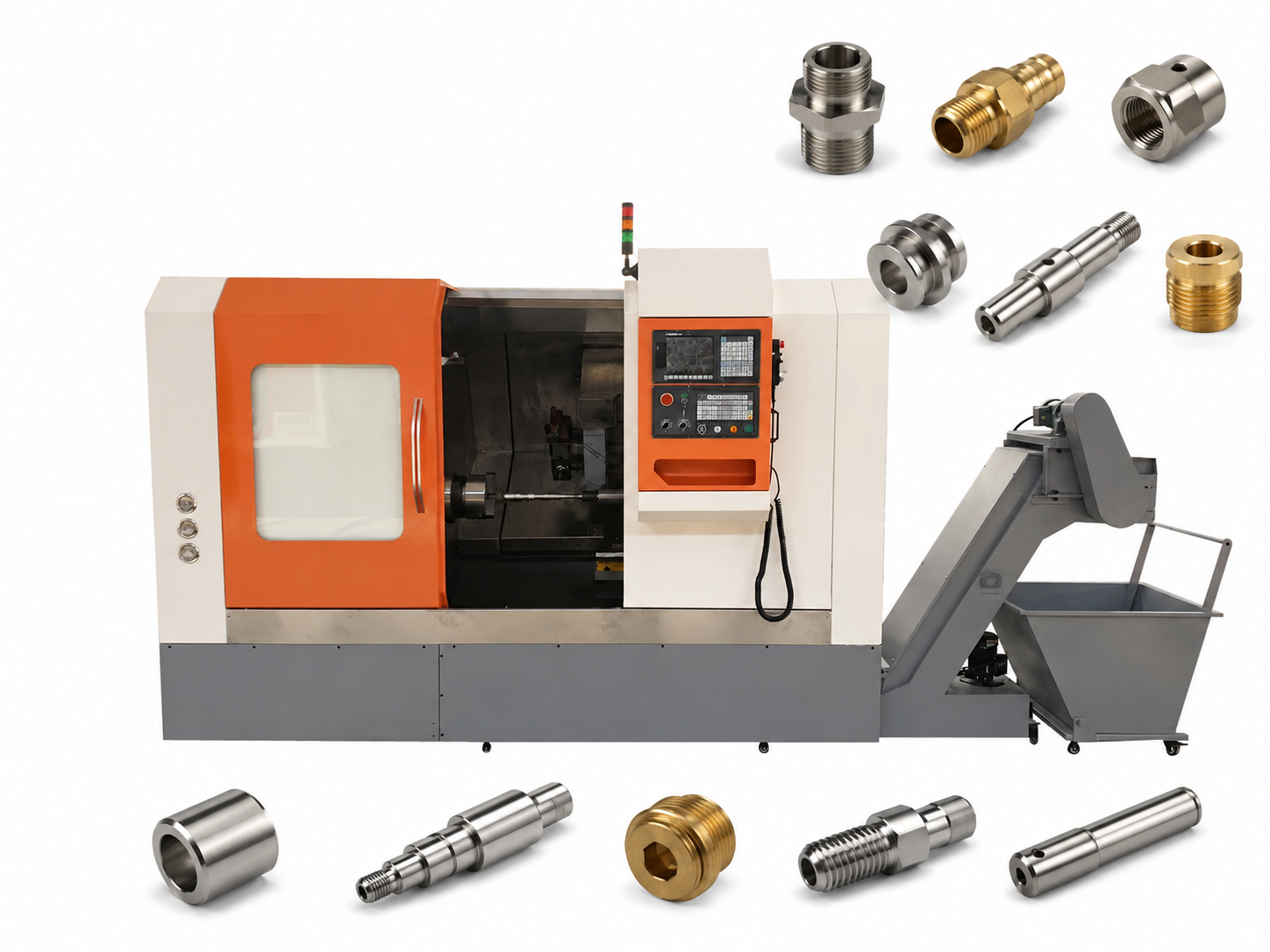
Thread machining is one of the most common operations performed on a CNC lathe. Whether producing shafts, fittings, hydraulic components, automotive parts, or industrial machinery components, thread quality directly affects assembly performance and product reliability.

However, many operators encounter problems such as poor thread accuracy, rough surface finish, tool breakage, or inconsistent thread dimensions. Understanding the correct threading techniques can significantly improve machining quality and production efficiency.
In this article, we will discuss several important CNC lathe threading tips and precautions that every machinist should know.
1. Select the Correct Threading Tool
The first step in successful thread machining is choosing the proper threading insert and tool holder.
When selecting a threading tool, consider:
• Thread type (Metric, UNC, UNF, BSP, NPT, etc.)
• Thread pitch
• Workpiece material
• Internal or external threading
Using the wrong insert profile can result in incorrect thread geometry and poor fit during assembly.
For high-volume production, carbide threading inserts are generally recommended because of their longer tool life and higher machining stability.
2. Verify Thread Dimensions Before Machining
Before starting the machining process, carefully confirm:
• Major diameter
• Minor diameter
• Thread pitch
• Thread length
• Tolerance requirements
Even a small error in dimensions can lead to rejected parts.
Many experienced CNC lathe operators perform a dry run or simulation before actual cutting to avoid costly mistakes.
3. Use Appropriate Cutting Speed
Threading operations usually require lower spindle speeds than regular turning operations.
Excessive cutting speed may cause:
• Poor surface finish
• Tool wear
• Thread profile distortion
• Tool chipping
As a general guideline:
• Carbon steel: Moderate speed
• Stainless steel: Lower speed
• Aluminum: Higher speed possible
Always follow the tooling manufacturer’s recommendations for optimal cutting parameters.
4. Optimize Thread Depth in Multiple Passes
Deep threads should never be cut in a single pass.
Instead, use multiple passes with decreasing depth of cut.
Typical benefits include:
• Reduced cutting force
• Better chip control
• Improved thread accuracy
• Extended tool life
Most modern CNC lathe controllers provide automatic threading cycle functions that gradually reduce the cutting depth during each pass.
5. Pay Attention to Tool Alignment
Incorrect tool alignment is a common cause of thread defects.
The threading tool must be perfectly perpendicular to the workpiece centerline.
Misalignment can cause:
• Incorrect thread angle
• Uneven thread flanks
• Poor thread engagement
• Increased tool wear
Use a threading gauge or alignment tool during setup to ensure proper positioning.
6. Ensure Stable Workpiece Clamping
Threading generates repetitive cutting forces that may cause vibration if the workpiece is not properly secured.
For long shafts, consider using:
• Tailstocks
• Steady rests
• Follow rests
Improved rigidity helps achieve higher thread accuracy and better surface finish.
7. Control Chip Formation
Long and continuous chips can damage the thread surface and interfere with machining.
To improve chip control:
• Use inserts with chip breakers
• Apply suitable coolant
• Optimize cutting parameters
Proper chip evacuation is especially important when machining stainless steel and alloy steel materials.
8. Inspect Threads Regularly
After machining, inspect thread quality using appropriate measuring tools:
• Thread gauges
• Ring gauges
• Plug gauges
• Micrometers
• Coordinate Measuring Machines (CMM)
Regular inspection helps identify issues early and prevents large batches of defective parts.
Common CNC Lathe Threading Problems and Solutions
Rough Thread Surface
Possible causes:
• Worn insert
• Excessive speed
• Machine vibration
Solution:
• Replace insert
• Reduce cutting speed
• Improve machine rigidity
Incorrect Thread Pitch
Possible causes:
• Programming error
• Incorrect threading cycle parameters
Solution:
• Verify CNC program
• Check pitch settings
Tool Breakage
Possible causes:
• Excessive depth of cut
• Poor chip evacuation
• Incorrect tool selection
Solution:
• Reduce cutting load
• Improve coolant flow
• Select suitable inserts
Conclusion
Thread machining on a CNC lathe requires proper tooling, accurate programming, stable setup, and careful parameter selection. By following these threading tips and precautions, manufacturers can improve thread quality, increase productivity, reduce tool wear, and minimize production costs.
Whether you are machining automotive components, hydraulic fittings, industrial shafts, or precision mechanical parts, mastering CNC lathe threading techniques is essential for achieving reliable and consistent results.
If you are looking for a high-performance CNC lathe for threading applications, selecting a machine with excellent rigidity, precise spindle control, and advanced CNC functions will help maximize your machining efficiency and product quality.